22nd August 2014
Firebox Investigation
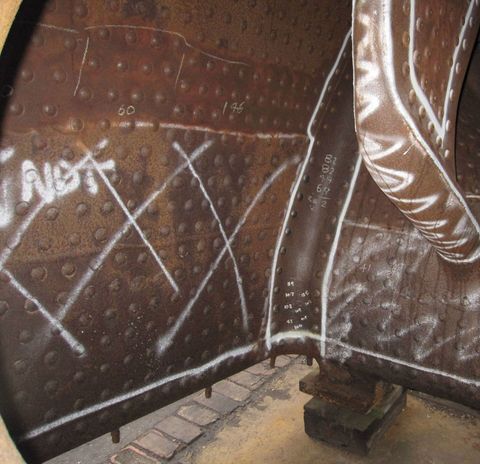
It has been agreed that investigative work on the firebox should proceed to an intrusive stage where we cut a section from the inner wrapper to gain access to the water space so as to allow us to inspect the surfaces and the foundation “channel” with an A1 eyeball. This will be in the area where non-destructive testing indicates that the steel is thinned to a degree that requires us to replace it, so it must come out anyway. The idea was prompted by our visit to Crewe Heritage Boiler Shop where we saw fireboxes in similar condition to ours ruthlessly cut away prior to rebuild.
Andy Morgan has been discussing, with experts at Loughborough, techniques for removing sections of wrapper while preserving the pattern and alignment of stays. More than one method has been suggested for extracting stays while preserving the threads in the outer wrapper to a degree that still records the stay’s alignment. This first patch to come out will allow us to trial these methods and hopefully build confidence to extend the process to the other “thin” areas that have to come out.
20th June 2014
This shows nine of the twelve tender brake hangers re-bushed and sporting a pristine coat of black paint. The last three have now also been completed to the same high standard. The brake blocks, crossbeams and pull rods are attached to or hang from these items, hence the name.

29th July 2014
The boring of the middle valve chest is now complete, so with final dimensions to work with, we have started to machine the new valve liners. This first view shows one of the sizeable lumps of spun cast iron loaded into a lathe ready for machining.

29th July 2014
The rough cast iron is accurately machined to finished sizes on the outside, while the inside bore has been machined undersize. The inside will be machined 'in-situ’ to the final size when the liners have been fitted into the valve chest. This will ensure that there is no misalignment between the two bores.

7th August 2014
The machined front and rear valve liners ready for the next machining operation. The positions of the ten steam ports in each liner are accurately marked, then the liners will be set on a milling machine for the ports to be precisely cut out. The correct positioning and size of the ports is important because these allow live steam to enter and exhaust steam to exit the cylinder freely, as the valve head passes over them.

7th August 2014
Various overhauled items can be seen in the process of being painted. Nearly all items will have five coats of paint. Overhauled parts for the large tender vacuum cylinders can be seen in the foreground. Once painted, new seals can be fitted and the cylinders re-assembled. On the trestles, a section of the locomotive's steam heating pipe and the re-furbished reverser tube are being under-coated.

7th August 2014
The tender screw coupling in red oxide primer. No serious work has been done to this but still the best part of a day’s work for one of our regular volunteers to thoroughly clean it, remove old paint and prime it.

7th August 2014
Towards the rear of the locomotive under the left hand running plate, a collection of copper steam pipes come together to squeeze through a narrow space between the rear running plate section and the firebox. This shows the pipes as they come together, before turning to negotiate the firebox. From bottom to top you have steam supplies to the rear sand pipes, leading and intermediate sand pipes, steam brake cylinders, cylinder drain cocks and the atomisers. As if all that wasn't enough, a large vacuum pipe also shares the same space!

7th August 2014
Another view of the above pipe nest looking forwards. This shows the refurbished pipes in the process of being trial fitted and adjusted to improve the way they fit and allow easier access to pipe unions.

7th August 2014
Both rear running plate sections have been trial fitted, which not only improves the look of the locomotive but allows the trial fitting of some complicated pipe work and numerous other parts. There will come a time when all of this will have to be removed to allow the boiler to be fitted. However, this is not wasted effort as carrying out the trial fitting of parts now will make final assembly much less problematic and therefore faster.

Images on this page are copyright A.J.Morgan, M.Playle