Boscastle Locomotive Limited
August 2020
Since the last update there has been considerable progress on a number of fronts. The most obvious difference to regular visitors is that in May last year the loco moved to a new location on the west side of the shed at the North end. This enabled us to put the tender frames behind the loco and under cover at long last.

Tender
The wheels were removed from the tender frames and the frames levelled on sleepers, where stripping of the heavily-corroded front dragbox commenced.

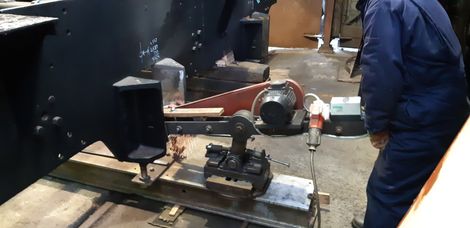
We also measured all the tender axleboxes, hornguides (axlebox guides) and, using the GCR’s horn grinding machine, started to recover the worn faces on the hornguides. Four of the six guide pairs have been refurbished so far.
The new dragbox was drawn up and ordered by the beginning of November with anticipated completion before Christmas. Unfortunately, it wasn’t delivered until March, just before lockdown.

The requirement on Goodman’s was to manufacture the box as an assembly with most of the bolt holes drilled and reamed so that we could be certain that we would end up with something square, flat and dimensionally accurate as defined by the drawing.
Initial assembly onto the old frames of the tender was gratifyingly straightforward, the only mismatch was bolt holes interfacing with the original assembly. This was foreseen and was accommodated by using undersize bolts in the initial assembly; these holes to be drilled and reamed by us after the structural welds are completed.
The outer plates to right and left of the ‘box’ are 1” steel to replace the corroded ends of the main tender frame plates. To ensure that the cut in the ‘old’ was made in the correct place to match the ‘new’, the new piece was temporarily hoisted into place outside the old and the weld prepped end alignment carefully scribed on the old (photo A). With the new outer plate lifted away the section to be removed was then cut with a slitting wheel (photo B). On the right side this was uneventful. However, on the left side, there was a pronounced bang and floor tremor as stored energy was released and the structure shifted!


The next step was to lift out the old section, which revealed the inner structure of the box and the temporary connection with the inner frame plates (photo C). The new section of outer plate was then lifted into place and located by dowels in the reamed holes to check heights and weld root gap. Application of the weld preparation chamfers followed and then the structural welds. The full depth welding to restore the tender frame plate looks to be excellent quality (photo D).


Following welding, the top plate will be lifted out to give access for fitting the many driven bolts and rivets and, finally, the top plate itself will be bolted in to complete the structural part of the job. We can then return to work on the axle box guides confident that the frame is not going to change shape.
The order for a new 5250-gallon tender tank was placed with Hill & Webster in March 2019 and was completed in September but, due to a lack of space, wasn’t delivered to the GCR until November. Since being able to work back at the railway in mid-June the better weather has allowed us to prepare the tender tank for painting and to apply initial coats of paint to the more vulnerable surfaces. All of the removable components such as filler lids, locker doors etc have been finish painted and the front and rear electrical conduit runs for the tender lighting have been assembled.


The main tender springs were sent to a specialist contractor for overhaul and the tender wheelsets have been away for tyre turning, they returned to the GCR in the March and May of this year respectively. Work in the short term will include the completion of the dragbox, grinding of the remaining two front horn guide pairs and the remetalling of the six axleboxes ready for machining. We are considering fitting sacrificial anodes inside the tank to limit corrosion.

Boiler
Work continued on the boiler repairs at Devon throughout last year and on completion it was returned to a private site in Loughborough in November for work to start on re-staying. However, we had concerns about some of the welding on the firebox platework and alerted the insurance inspector. As a result, the boiler was returned to Devon at the end of February for rectification work.


It came back to Loughborough in late April and work commenced on drilling stay holes and marking out boss positions for the attachment of boiler fittings. To date some 2,500 stay holes have been drilled (two for each stay) in the new platework leaving approximately 1,200 left to do, before the long process of tapping the holes for stays begins.
Unfortunately, close scrutiny of the firebox during this work has revealed more issues with some of the firebox platework and we are currently awaiting the outcome of discussions between our insurer, Devon and ourselves.
Other
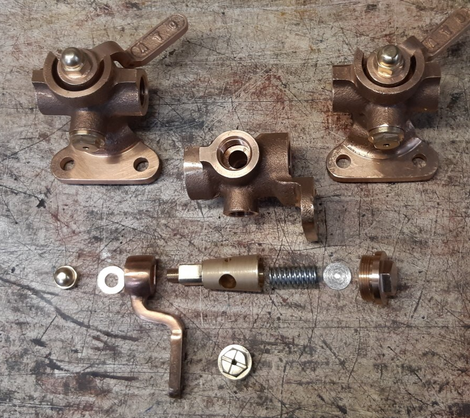
Many fittings continue to be overhauled or manufactured for the locomotive, the largest of which is a new ejector exhaust / petticoat pipe casting that will ultimately hang underneath the chimney. This large casting only just fitted on some of the machines and required seven different operations to complete it.
Many small components that will be welded to the firebox have been machined including items such as the 22 lugs that attach the ashpan to the firebox. The cab floorboards have been cut and routed and holes drilled to bolt them to the floor supports. The cab pipework for ancillaries such as the tender spray supply pipe, has been completed.