Boscastle Locomotive Limited
December 2020
Tender dragbox
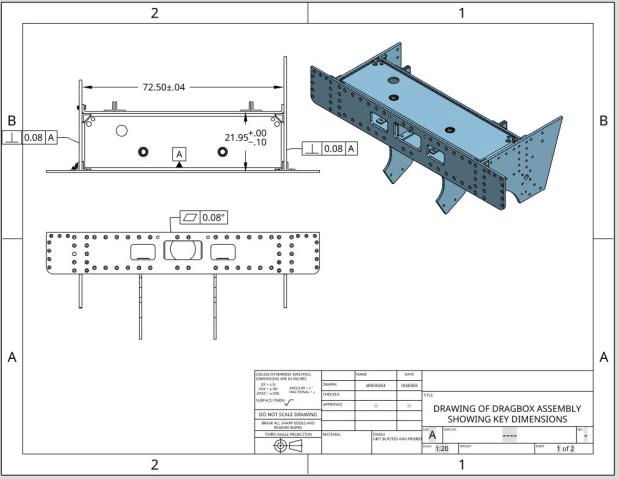
As a reminder of where we were on the last update here is a repeat of the assembly drawing.
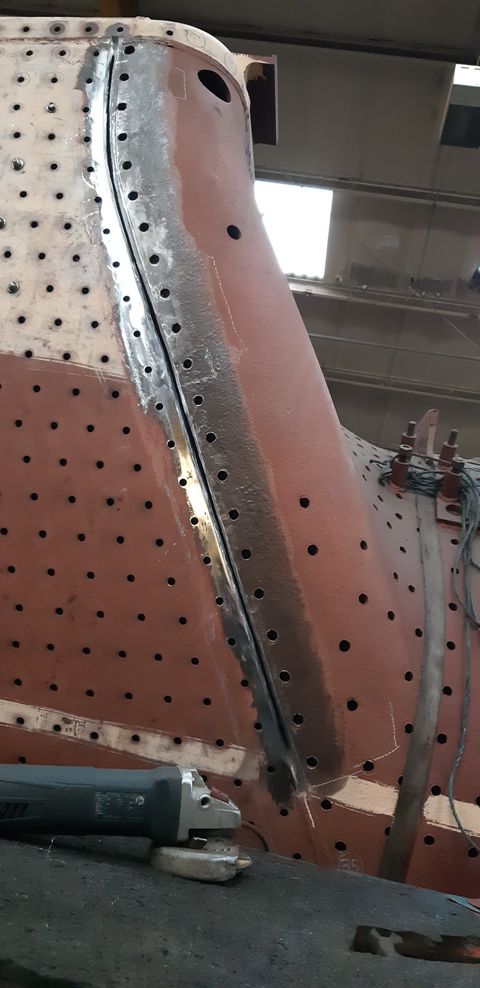
Below is the left hand main frame plate section, connected back to the remains of the old structure, positioned ready for the full penetration weld.
The completed welds, see the other photo below, are of superb quality and breezed through the NDT process. Now that they are dressed back and painted I challenge you to find them.


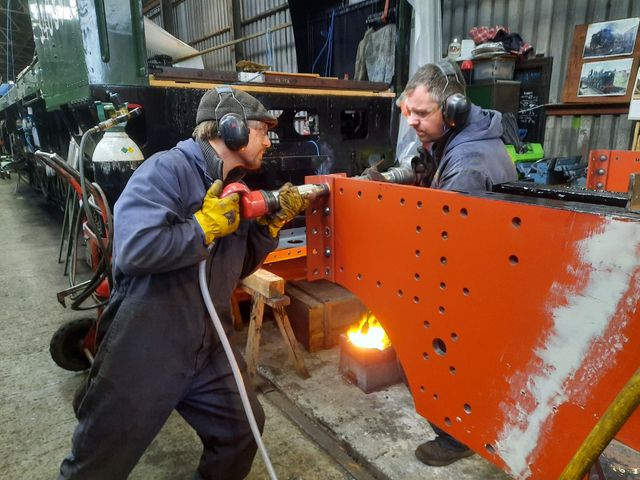
Rivets were required where space was too limited to fit and tighten nuts. The next photo shows the riveting team from LMS (Locomotive Maintenance Services) making their presence known.
Final assembly required 124 purpose made (by LMS) fitted bolts of 7 different variations of length and head shape plus 30 rivets of three different varieties.
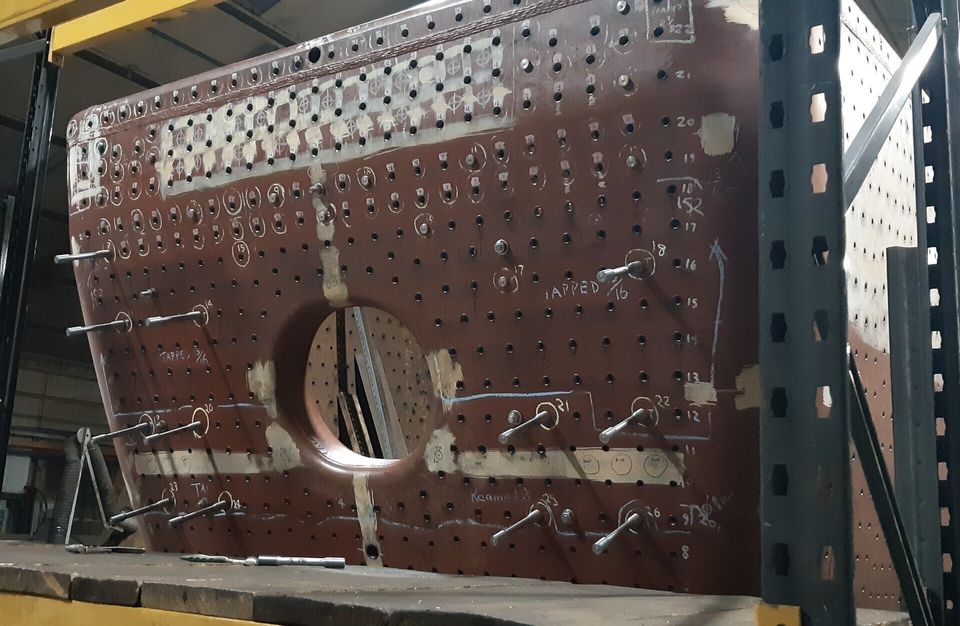
The next photo shows the completed box forming what is in effect a “New Build” front end.

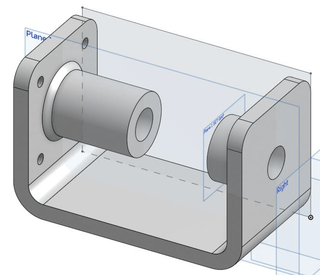
Part of this new build, and largely hidden inside the main frame plate, are two new Brake Hanger Brackets, the two front ones having corroded in sympathy with the chassis. As the design involved folding thick plate we have again contracted to Goodmans (who made the Dragbox). It can be seen from the model that fixing holes at one end have been omitted. This is so that they can be drilled in situ as this is another application for fitted bolts.

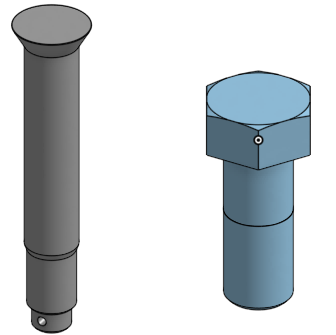
Of course all these “add-on” bits need their own special fasteners so we are having to commission LMS and our volunteer turner to machine fitted bolts, not just for these but also for - Brake Shaft Bush, Draw Gear Casting Short, Draw Gear Casting Long, Rubbing Block Short, Rubbing Block Long, Brake Bracket Short, Brake Bracket Long. Spring Bearing Pad (two diameters).
The 3D modelling program used to create manufacturing drawings has a “Configuration” capability which allows the draughtsman to draw the basic shape then define variants by constructing configuration tables to list the full range of lengths, diameters, hex sizes, pinning extension etc. Clicking on each configuration makes the model adjust itself to the appropriate list of parameters. Things have moved on a bit since the author had to draw on linen with a pen!
Tender Axle Box Guides
For fear of movement/distortion arising from all this major surgery at the front end, grinding of the leading axle box guides has been delayed until welding is completed. Unfortunately, the work bench being in the way of the grinding machine, the bench had to be hotched round to make room! To make this possible the cupboards had first to be emptied then refilled after the move. They will, in due course, have to make the return journey. It frustrates all involved to be faced with unproductive tasks like this.
The wisdom of delaying the grinding was confirmed when the guides were surveyed and found to be 1/8” out of parallel and nowhere near plumb. Some correction was achieved by jacking and heating but the final bit has been achieved with the grinder. This involves uncomfortable manual effort; the machine being designed with no thoughts as to the ergonomics. It takes hours to remove “thous”. The right side is now judged acceptable and the machine and its foundation beam are being transferred to the final (left) set.
Tender Tank
Keith has put in many hours of patient work to get a coat of gloss paint on before the full depth of winter set in.
We have yet to decide how to treat the inside. Initial research was leading us towards sacrificial magnesium anodes and a good quote was obtained – however more research suggested that magnesium salts are a significant contributor to troublesome boiler scale - so we would have ended up protecting the tender at the expense of the boiler thus – No Contest! Sacrificial magnesium is a non starter.

Tender Brake Gear
The many links and levers associated with the tender brakes have had worn pivot holes bored out and custom made bushes pressed in so that the brake arrangement will start its new life with lost motion minimised. The splayed rear vacuum cylinder brackets have been removed so that they can be restored to parallel. The equivalent brackets at the front are included in the “new build”. The cylinders themselves await attention.
Tender (Miscellaneous)
Any number of minor components (and some major) have been straightened, de-rusted, cleaned, painted, polished or even made from scratch. Tender safety links (back-up for the tender draw bar) are shown.

Boiler
Having been returned to South Devon for corrective work in February we were very disappointed to receive the Boiler back in Loughborough in July only for the insurance surveyor to again find it unacceptable on many counts.
Rather than risk another round of abortive work, and with South Devon Railway Engineering (SDRE) wishing to walk away and avoid yet more transport costs, the Directors have agreed to engage a competent local contractor to oversee the corrective work. Confidence is boosted by the knowledge that the oversight will be undertaken personally by the insurer’s senior surveyor plus the nominated welder is the same man who did an excellent job on the Tender Frame.
SDRE have largely accepted liability and have covered most of the cost of this corrective work
To make sure that everyone is singing from the same hymn sheet a Repair Plan has been produced with the intention that operatives will sign for each operation. Engineers and surveyors will sign where checks and surveillance are indicated. Running to 17 pages this covers all aspects of the repair and will identify all supporting documents. The contents and structure of this plan have been agreed by all parties.
Initial steps in the plan call for insertion of some stays to stabilise the Firebox structure and removal of one of the outer sides. Photos below indicate that this work is under way. Note that the boiler is, presently, upside down.







Images on this page are copyright A.J.Morgan, K.Devereux